



Pêdiviyên bicihanîna standardên hişktir ên li ser emeliyetên wesayîtan û xerckirina sotemeniyê bûye sedem ku tevahiya pîşesaziya otomotîvê bigihîje van çêtirkirinan.Ji bo kêmkirina mezaxtina sotemeniyê û emelên eksozê, rêbaza kevneşopî kêmkirina giraniya otomobîlê ye.Ji ber vê yekê bloka silindirê ya alema aluminiumê li şûna hesin rijandiye nav meylek pêşkeftinê.Wekî din, karbidestiya şewitandina motorê bi kêmkirina kêşeya di hundurê motorê de bi rengek berbiçav dikare were çêtir kirin.Ji ber vê yekê teknolojiyek nû ya motora otomobîlê ya "cylinder Liner less" bala gelek hilberînerên otomobîlan kişandiye.
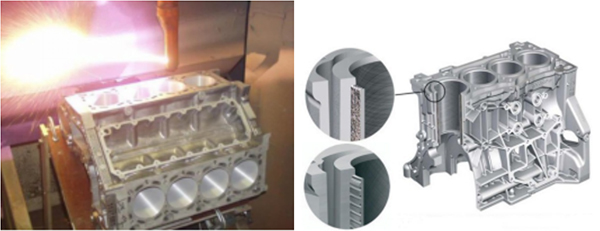
Teknolojiya hindiktir xêza silindirê ya motora otomotîvê bi danasîna teknolojiya rijandina termal pêk hat.Di pêvajoya hilberîna bloka motorê de sepana rijandina germê tê kirin.Spray li ser rûyê çîlên cylinder ên motora alumînyûmê yên ku berê hatine derman kirin tê sepandin.Spray qatek berxwedêr a liberxwedanê ya pêlava alemê ya kêm-karbonê lê zêde dike da ku li şûna xêza silindirê ya hesinî ya kevneşopî bigire.Pêvajoya blokên silindirê yên bê xêzkirin pêkhateyên pergalê û serîlêdanên giştî yên jêrîn pêk tîne:
● avêtin
● makînekirina hişk a bloka silindirê
● texlîdkirin-xurkirina boriya silindirê
● pêşî germkirina rûyê
● rijandina termal
● biqedînin machining
● biqedînin honing
Pêvajoyên sereke yên teknolojiya silindirê kêm xêzkirî li ser rûberên hevaksial (du silindirên ku rûberên wan ên silindrîk ji xêzên ku di çarçoveyek hevseng de di balafirek diyarkirî re derbas dibin û ji vê balafirê re perpendîkuler in) pêk tê) bi hejandina rûbera silindirê.Ev tê fêm kirin:
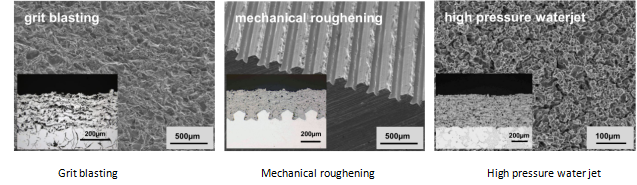
Mebesta hişkbûna rûkalê pêdivî ye ku qada rûkê zêde bike da ku avahiyek rûkal çêbibe ku dihêle ku çîçek bi mekanîkî bi rûxara substratê ve were girêdan, hêza mekanîkî ya lêdanê ya paldankê li ser substratê zêde bike û bêtir çalak bike û rûkalê zêde bike. Hêza girêdana materyalê.Zehmetkirina rûberê bi awayên cûrbecûr tê kirin, wekî mîna teqandina gewr, qirkirina mekanîkî, û hişkkirina avê ya bi tansiyona bilind.Teqîna grît dermankirina hişkbûnê ya herî gelemperî ye ku tê bikar anîn û ji bo hemî ziravkirina rûyê metalê derbas dibe.
Rûyên metal dikarin paşê bêne paqij kirin, hişk kirin û piştî qumkirinê pir reaktîf bibin.Dûv re ev rûbera hişkbûyî berî ku pêvajoya rijandinê were sepandin bi hewaya hişk a zexta bilind a bê rûn tê paqij kirin.
Roughing (Çalakkirina Rûyê) bi karanîna makîneyê jî dikare were kirin.Û pêvajo hene ku bi wan re rûbera aluminiumê di xêzek diyarkirî de çêdibe.Ev bi karanîna navendek makînasyona yek-axe û karanîna amûrên qutkirinê yên têxe pêk tê.Ev pêvajoyek yek-car e ku meriv taybetmendiyan bi nêzîkatiyek lêçûnek bikêr temam bike.Di doza silindirka hesinî ya kevintir a pir abrasive de, cil û bergên zêde yên amûrê bi gelemperî hate afirandin ku ev ji hêla aborî ve nayê pejirandin.
Zehfkirina avê ya bi tansiyona bilind tenê ji bo silindera aluminiumê ve tête bikar anîn û bi silindera hesinê re nayê sepandin.Pêvajoya avêtina avê abrasiveyên biha bi kar nayne.Lêbelê, karanîna rasterast a jet avî li ser rûbera substratê tenê dema ku rû zuwa be pêk tê.Û tewra wê demê jî nirxa ziraviya rûkê li gorî pêvajoyên din kêm e.
Zehfkirina rûkê wekî pêvajoyek bingehîn a di teknolojiya ne-sîlînder de rasterast bandorê li hêza girêdanê û taybetmendiyên nixumandina pêlê dike.Ji ber vê yekê, girîng e ku meriv di karanîna teknolojiya bloka silindirê ya hindiktir de balê bikişîne ser pêvajoya hişkbûna rûkalê.Hilbijartina rêbaza guncan a guncan ji bo bidestxistina baştirîn aktîvkirina rûvî û karbidestiya hilberînê krîtîk e.
Dema şandinê: Gulan-26-2021



